ECM电化学金属加工(电解)技术
ECM,即电化学加工,是一个广义概念,是所有的电化学加工技术的总称。 采用电化学法加工零件时,零件在电解液中被溶解,从而达到加工目的。 如今,电化学加工法已被广泛应用在航空航天、汽车制造、精密医疗仪器制造、显微技术和能源技术领域。 不管是特硬的的高温合金材料如镍基,钛合金零件,还是淬火后的零件,采用电化学加工技术都可以对它们进行经济有效的精密加工。
电化学加工时,工件和刀具不产生接触,加工温度为常温,所以消除了传统加工法的所有缺点,如刀具磨损大,会产生机械应力,因零件受热会产生微观裂痕,工件表面会形成氧化层,会形成二级毛刺等缺陷。 电化学加工法的显著特点就是: 加工时无机械作用力、无毛刺、过渡圆滑、表面光洁度高。

电化学加工工艺
电化学加工是一种以电解原理为基础的加工技术。 加工时,刀具作为阴极和直流电源的负极连接,工件则作为阳极和电源正极相连。 在电解液中阴极和工件之间发生电荷交换,阳极工件被溶解,这样不用接触工件便可对其进行定点加工,精密制造出工件的不同轮廓,环形通道,直槽和环形槽等。 被电解的工件材料在电解液中沉淀形成金属氢氧化物。 电化学加工不受工件金属组织结构的影响,不论是软金属材料还是热后的硬金属材料都能很好地被去除 (电解)。 采用电化学方法加工时,工件不需承受热负荷,也不会产生机械应力。





优势 ECM
- 工具 (电极) 不会造成损耗 (损耗极小),所以为批量加工创造了良好的基础
- 表面光洁度最高,可达 Ra 0.05
- 加工精密
- 不会对工件产生具有负面影响的机械作用力和热应力,所以不会改变工件表面组织结构
- 不会影响材料特性
- 可以加工规格小,壁较薄的结构件
- 工件型面的重复精度高
- 工艺简单,生产高效,不须进行去毛刺或抛光这类的二次加工
- 粗加工 / 精加工/抛光全在一道工序完成
- 可加工超级合金材料的工件
- 可同时加工宏观和微观轮廓
工件
为每一种工件提供合适的加工方案

整体叶盘
发动机内部的部件需要承受极大的作用力,因此必须采用硬质材料制造。例如整体叶盘 (Blade Integrated Disk) 便常常采用镍基合金制成。在加工这类整体叶盘时,传统的切削方法成本一直居高不下,因为随着材料硬度的提高,切削所用刀具的寿命也会随之缩短,再加上这类切削刀具本身也价格不菲,最终导致单件的加工成本上涨。埃马克公司的精密电解技术及其 PECM 机床可为您提供一种新颖经济的解决方案。

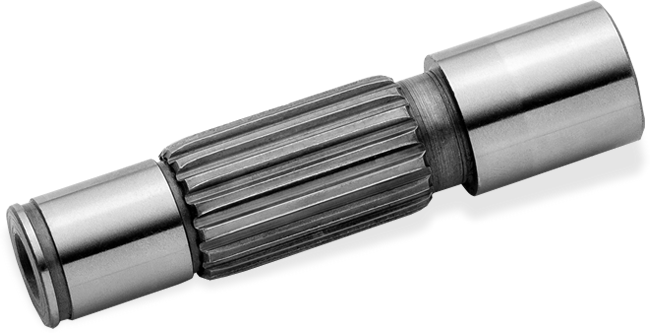
传动轴(电动自行车)
轴类件加工属于埃马克的核心竞争力。我们提供的用于轴类件生产的特殊 4 轴机床是高精度、高效率加工传动轴的理想选择。车削、硬车、滚齿、磨削——埃马克可以提供传动轴的完整工艺链。
- 车削
机床:VT 2 / VTC 100
- 滚齿
机床:HLC 150 H
- 硬精加工(硬车/磨削)
机床:VTC 100 GT
- ECM 电解加工齿形出口处
机床:CI…

空心轴(电动自行车)
为减轻重量,多年来一直使用空心轴作为曲柄系统的轴。
但是,工件的特殊结构为传统切削加工带来重大挑战。一方面,经过淬火的工件会导致刀具成本上升;另一方面,空心轴的薄壁结构会导致变形。
如果采用 ECM 电解加工技术,那么上述两个问题根本都不会出现。无论是钻孔或是外齿,都可以使用 ECM 技术在已淬火状态下进行加工——无毛刺且工件不会变形,也不需要进行后续加工。
ECM 加工过程详细说明:
…




机床 满足您的要求
(4) 款机床已找到




下载
Technologies

Technologies
ECM,即电化学加工,是一个广义概念,是所有的电化学加工技术的总称。 采用电化学法加工零件时,零件在电解液中被溶解,从而达到加工目的。 如今,电化学加工法已被广泛应用在航空航天、汽车制造、精密医疗仪器制造、显微技术和能源技术领域。…
去毛刺和电化学去毛刺
在切削加工领域,去毛刺并不是什么核心工艺,相反长久以来去毛刺一直被很多人视作是一件无法避免的麻烦事。因此许多用户或机床制造商在安排整个生产工艺时,虽然非常注重切削工艺的合理安排及优化,但对去毛刺却是一开始就掉以轻心,不做统筹安排。
电解钻孔加工:高难度加工
在许多应用领域,钻孔切削无疑是快速而有效的加工手段。但如果由于工件的材料太硬,铣刀负荷太大;或工件形状复杂,又有空腔,很难进行铣削加工时,又该怎么办呢?– 在这种棘手场合,电解钻孔加工便有了用武之地,提供了巨大的经济有效加工的可能性。
许多零部件不仅外部加工要求精密,内部轮廓的精度和表面光洁度要求也极高。比如加工喷油系统的零件时,哪怕是再细小不过的一个加工凹槽都会导致缺口作用,从而使喷油系统失灵。 采用电解法加工各类零件的回油槽或圆滑表面时,精度高,结果好。
ECM 是加工枪管的理想技术。通过在模块化 PI 机床中使用特殊的膛线模块,可在短枪管和长枪管上生成高精度内部几何形状
更多信息
电解加工保证了最高的表面光洁度,哪怕是韧性特大或特硬的工件也能保证其最高的加工质量。为了满足零件越来越小,而成形加工的精度要求却越来越高的发展趋势,埃马克研发专家潜心钻研,在电解加工的基础上开发了精密电解加工。



{kind=link}