Reductores planetarios – fabricación de engranajes planetarios para robots humanoides
Los actuadores son los elementos de movimiento fundamentales en los robots humanoides, comparables a los músculos y las articulaciones de un organismo biológico. Permiten movimientos precisos y similares a los humanos mediante la conversión de energía eléctrica en movimiento mecánico. En los actuadores rotatorios, el reductor planetario desempeña un papel central como elemento de transmisión. La calidad y precisión de estos componentes determina directamente la velocidad alcanzable, la capacidad de transmisión de fuerza, la exactitud de posicionamiento y la eficiencia energética de todo el sistema robótico.

La importancia de los engranes planetarios en la robótica humanoide
Los robots humanoides actuales necesitan al menos 14 actuadores rotatorios, distribuidos entre las articulaciones principales: tres unidades en cada hombro para los complejos movimientos de los brazos, una unidad en cada articulación del codo, dos unidades en la zona de la cadera para la rotación y la inclinación lateral, así como otras unidades en las articulaciones de las rodillas de las piernas. A medida que avanza el desarrollo hacia la adquisición de habilidades motoras finas en las manos y articulaciones de los pies más complejas, este número aumenta continuamente.

Características técnicas: reductores planetarios
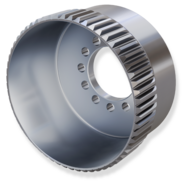
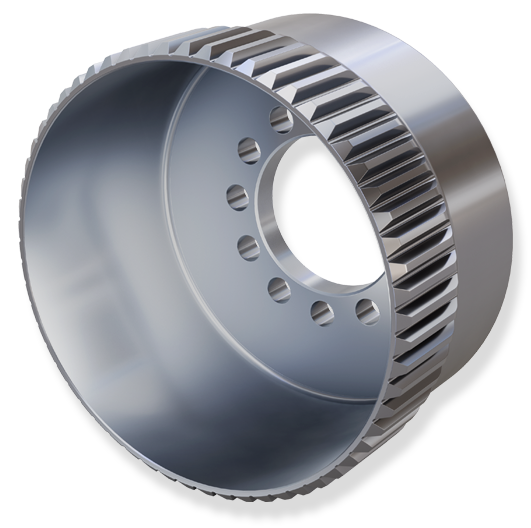
El principio de funcionamiento del reductor planetario se basa en la rotación de varios engranes planetarios alrededor de una rueda solar central, mientras que éstos engranan simultáneamente con un anillo interior (corona dentada). Esta configuración permite un diseño muy compacto y, al mismo tiempo, una excelente distribución de carga sobre varios flancos de diente que están en engrane de manera simultánea. De ello resulta una relación par–tamaño constructivo muy elevada, lo que hace que el reductor planetario sea ideal para aplicaciones con espacio de instalación limitado. La disposición simétrica garantiza, además, un balanceo inherente, lo que minimiza vibraciones y asegura un funcionamiento uniforme en todo el rango de velocidades.

Si bien los reductores planetarios ofrecen dimensiones compactas y alta capacidad de carga, su relación de transmisión en una sola etapa es limitada en comparación con las transmisiones armónicas o reductores cicloidales. Para alcanzar relaciones de transmisión elevadas —por ejemplo, 100:1— se requieren configuraciones multietapa, que implican complejidad adicional en términos de precisión de transmisión y exactitud de posicionamiento. Por ello, los reductores planetarios son óptimos para aplicaciones que requieren relaciones de transmisión moderadas con alta capacidad de carga, como actuadores de articulaciones mayores o aplicaciones en las que la capacidad de carga de las transmisiones armónicas no es suficiente
Las manos articuladas de los robots humanoides representan un caso de aplicación particularmente interesante. Estos mecanismos compactos utilizan con frecuencia reductores planetarios miniaturizados, combinados con motores de eje hueco o husillos de bolas, para lograr la motricidad fina necesaria en tareas de manipulación.

Mecanizado suave antes del tratamiento térmico
- Torneado suave (VL 2): durante el torneado de la pieza en bruto se generan las superficies de referencia primarias (orificio y caras planas), así como la geometría básica de la pieza.
- Corte del engranes (K 160): Fresado del corte de engranes en clase de calidad 7 según DIN 3960/-62 o ISO 1328
- Cementación: El tratamiento térmico de cementación alcanza una dureza superficial de HRC 60 ± 2, lo que garantiza la resistencia al desgaste esencial para una larga vida útil.
Mecanizado en duro tras el tratamiento térmico
- Rectificado interno (UG/VLC GT): El mecanizado en duro del orificio y de las caras finales crea las superficies de referencia críticas para el subsecuente acabado duro de la dentadura. En particular, la combinación de procesos de torneado en duro y rectificado interno basada en la serie VLC ofrece aquí un gran valor añadido. Las dos caras se mecanizan en una sujeción mediante torneado duro. El orificio interior se tornea previamente y después se rectifica para obtener la calidad requerida (forma, posición y rugosidad).
- Skiving duro: El fresado tipo skiving tras el tratamiento térmico produce la geometría final de los dientes con tolerancias que cumplen o superan la clase de calidad DIN 6.
Métodos alternativos de mecanizado de precisión en duro de los perfiles de los dientes
Además del skiving duro existen dos procesos de rectificado disponibles para el acabado fino de la dentadura:
- Rectificado por generación o de perfiles: Alta productividad con tolerancias estrictas
El rectificado de engranes planetarios es altamente productivo y el rectificado por generación es ideal para ello. Con este proceso se alcanzan calidades de engrane de clase DIN 5-6 con tolerancias superficiales muy buenas. EMAG ofrece para ello la G 160. Como alternativa, en la G 250 HS con cabezal de rectificado de alta velocidad se puede utilizar tanto el rectificado por generación como el rectificado de perfiles. El equipamiento con muelas de perfilado de muy pequeño tamaño permite además el mecanizado de ejes solares con espacio de salida limitado. - Rectificado de perfiles - Máxima flexibilidad en una sola máquina
Para piezas muy pequeñas y con una gran variedad de geometrías, el rectificado de perfiles ofrece una ventaja decisiva: los engranes planetarios, los ejes solares y los dentados interiores se pueden fabricar en una sola máquina. La rectificadora de perfiles horizontal G 375 H está diseñada precisamente para esta aplicación. Trabaja con muelas muy pequeñas y puede equiparse con un brazo opcional de rectificado interior, lo que permite procesar también dentaduras internas. Gracias a sus tiempos de preparación extremadamente cortos, esta máquina es adecuada tanto para producción en serie como para proyectos de desarrollo y lotes pequeños con geometrías cambiantes.
Proceso alternativo de fabricación, rectificado a partir de material macizo
Los componentes dentados con módulos pequeños pueden fabricarse de manera especialmente rentable mediante un proceso alternativo:
la dentadura se rectifica directamente desde el material endurecido, sin pre engranado. Dado que la profundidad de endurecimiento es suficiente para cubrir el diente completo en módulos pequeños, el pre engranado deja de ser necesario. La cadena de procesos se reduce a:

Alcanzar la clase de calidad 4 antes del tratamiento térmico
Mientras que la calidad de dentado de clase 5 representa el estándar de entrada en la industria, las aplicaciones emergentes en robótica humanoide requieren cada vez más calidad clase 4 antes del endurecimiento. Esto es crucial, ya que el proceso de endurecimiento típicamente degrada la calidad de la dentadura en una o dos clases. Por ello, lograr clase 4 en estado suave es fundamental para asegurar una clase 5 o mejor en la pieza terminada después del tratamiento térmico.
El cumplimiento de los requisitos de calidad y productividad en la fabricación de actuadores para robots humanoides exige soluciones de máquinas herramienta especializadas, capaces de responder a los desafíos particulares de la micro dentadura de precisión. La integración de manipulación automatizada de piezas, medición durante el proceso y control avanzado de la máquina permite crear sistemas de producción que mantienen las tolerancias requeridas de manera constante, incluso en la fabricación de gran volumen.


Plataforma de máquina: K 160
El centro de dentado K 160 responde a los requisitos específicos del dentado de módulo pequeño. La máquina base de fundición mineral ofrece una estabilidad térmica excepcional y mantiene la precisión geométrica a pesar de las fluctuaciones de la temperatura ambiente y la generación de calor durante el mecanizado. El diseño abierto de la máquina facilita la carga de piezas de trabajo y el acceso durante el equipamiento, mientras que los accionamientos directos refrigerados por líquido (en el husillo principal y el husillo de la herramienta) proporcionan la sincronización entre la rotación de la pieza de trabajo y la de la herramienta, esencial para alcanzar las tolerancias deseadas.
Más Información

Plataforma de la máquina: G 375 H – Rectificadora horizontal de perfiles
La G 375 H es una rectificadora horizontal de perfiles que mecaniza engranes planetarios, ejes solares y, con un brazo de rectificado interior opcional, también dentaduras internas. Esto permite rectificar todos los componentes dentados de un reductor planetario compacto en una sola máquina. Gracias a la posibilidad de trabajar con muelas de rectificado muy pequeñas, la G 375 H es especialmente adecuada para piezas con contornos interferentes, donde las rectificadoras convencionales alcanzan sus límites.
La dentadura puede generarse tanto en piezas pre dentadas como directamente desde material endurecido, eliminando la necesidad de un pre engranado cuando la aplicación lo permite. El resultado es una plataforma de máquina capaz de rectificar todos los componentes dentados de un reductor planetario compacto con una calidad sobresaliente, convirtiéndola en la solución más flexible para este campo de aplicación.
Tecnologías

Tecnologías
During the machining of the tooth flanks of shafts and gears by means of generating grinding or gear grinding, it is important to achieve…
La combinación de una serie de procesos en una única máquina permite explotar los considerables potenciales de racionalización.
Las ventajas que…
Flexible, highly productive, highly accurate - as a continuous gear production process, hobbing is indispensable in many industries, as it allows any…
Profile grinding of gears and long, slim and toothed components is performed discontinuously, i.e., tooth gap by tooth gap, is completed one after the…
El torneado vertical es un proceso de fabricación con arranque de viruta para metales. EMAG fue uno de los primeros fabricantes de máquinas…
Piezas
Flexspline
Los Flexsplines, también conocidos como ruedas flexibles, cople flexible o manguito de cuello, forman el corazón de los engranes de onda. Estos componentes de alta precisión permiten relaciones de…

Planetary Gears

Wave Generator
El Wave Generator es el componente de entrada de la transmisión armónica. Consta de una estructura de cojinete de pared delgada (anillo exterior elástico, anillo interior fijado a una leva/curva…