Getriebe-Komponenten und Antriebsstrang-Bauteile präzise und wirtschaftlich fertigen

Komplette Prozessketten für Getriebe-Bauteile – von der Weich- bis zur Hartbearbeitung
Zahnräder, Kegelräder und Planetenräder: Drehen, Fräsen, Schleifen in einer Linie
Ob Zahnrad, Kegelrad oder Planetenrad – Getriebe-Bauteile müssen in großen Stückzahlen mit engen Toleranzen gefertigt werden. EMAG kombiniert Drehmaschinen der VL-Plattform mit Wälzfräs- und Schleifmaschinen zu kompakten Fertigungslinien. So lassen sich alle Operationen – vom Drehen des Rohlings über das Wälzfräsen bis zur Hartfeinbearbeitung – in einem durchgängigen Materialfluss abbilden. Das reduziert Durchlaufzeiten und minimiert Umrüstaufwand.
Bei der Hartbearbeitung von Kettenrädern und CVT-Riemenscheiben setzt EMAG auf die Verfahrenskombination Hartdrehen und Schleifen in einer Aufspannung – beispielsweise auf der VL 100 GT bzw. VL 200 GT. Dadurch entfallen Umspannfehler, Werkzeugkosten sinken und Taktzeiten verkürzen sich spürbar. Für Anwender bedeutet das: weniger Maschinen, weniger Stellfläche, mehr Produktivität pro Quadratmeter.

Getriebewellen: Fügen und Laserschweißen für maximale Funktionsdichte
Gebaute Getriebewellen ermöglichen eine hohe Funktionsdichte bei kompakten Abmessungen. Durch das thermische Fügen lassen sich Zahnräder direkt bis an die Schultern anlegen – Varianten verschiedener Getriebewellen sind so flexibel realisierbar. Gleichzeitig reduziert der Einsatz von Hohlwellen die rotierenden Massen, ohne die Belastbarkeit zu beeinträchtigen.
Für geschweißte Getriebewellen-Baugruppen wie das Zahnrad mit Synchronrad kommt das Laserschweißen zum Einsatz. Der Festkörperlaser dosiert die Energie präzise, minimiert Verzüge und erreicht eine gleichbleibend hohe Schweißqualität – bei geringerem Energieverbrauch als CO₂-Laser. Eine integrierte Ultraschallprüfung sichert die Bauteilqualität nach jedem Arbeitsgang.
Lenkritzel und Schnecken: Wirtschaftliche Fertigung von EPS-Systemkomponenten
Servolenkungen (EPS) werden in der Automobilindustrie in Millionenstückzahlen gefertigt. EMAG bietet für Lenkritzel und Schnecken spezialisierte Lösungen: Die Wälzfräsmaschine K 160 ist auf die Bearbeitung unterschiedlicher Lenkritzel-Varianten ausgelegt und vereint Weich-Vorfräsen und Schälwälzfräsen in einer Anlage. Das integrierte Ladeportal sorgt für einen vollautomatischen Betrieb.
Für Schnecken und Schneckenwellen setzt EMAG auf die horizontale Wälzfräs- und Schneckenfräsmaschine HLC 150 H. Ihre virtuelle Y-Achse verleiht der Maschine eine außergewöhnliche Steifigkeit und ermöglicht nach dem Härten eine Schälfräs-Qualität, die bisher nur durch Schleifen erreichbar war. Komplette Prozessketten von der Weich- bis zur Hartbearbeitung sind aus einer Hand verfügbar.
Vorteile
- Komplette Prozessketten aus einer Hand: EMAG deckt für Getriebe-Bauteile alle Fertigungsschritte ab – vom Drehen über Wälzfräsen und Schleifen bis zum Laserschweißen und Fügen.
- Bearbeitung in einer Aufspannung: Wo immer möglich, werden mehrere Operationen ohne Umspannen durchgeführt – das eliminiert Umspannfehler und steigert die Maßhaltigkeit.
- Integrierte Automation: Pick-up-Spindeln, TrackMotion, Roboterzellen und Bandautomation reduzieren Nebenzeiten und sichern einen stabilen, mannarm laufenden Fertigungsbetrieb.
- Kompakte Fertigungssysteme: Die Maschinen der VL-Plattform benötigen geringe Stellflächen – auch vollständige Fertigungslinien für den Antriebsstrang lassen sich platzsparend realisieren.
- Wirtschaftlichkeit durch Verfahrenskombination: Hartdrehen und Schleifen in einer Maschine (z. B. VL 100 GT, VL 200 GT) senkt Werkzeugkosten und Taktzeiten gegenüber getrennten Prozessen.
- Flexibilität bei variierenden Stückzahlen: Modulare Fertigungskonzepte lassen sich jederzeit erweitern und an neue Bauteilgeometrien oder Losgrößen im Antriebsstrang anpassen.
Fragen und Antworten
- Welche Anforderungen stellt die Getriebe-Fertigung grundsätzlich an Maschinen und Prozesse?
- Was sind die typischen Fertigungsschritte für Zahnräder und Planetenräder im Antriebsstrang?
- Welche EMAG Technologien sind für die Hartbearbeitung von Getriebe-Bauteilen besonders geeignet?
- Wie lassen sich Getriebewellen wirtschaftlich und gewichtsoptimiert herstellen?
- Welche Qualitäts- und Toleranzanforderungen sind bei Getriebe-Bauteilen typisch?
- In welchen Branchen werden die Antriebsstrang-Bauteile aus dieser Kategorie eingesetzt?
- Wie lassen sich Stückkosten und Durchlaufzeiten in der Getriebe-Fertigung nachhaltig senken?
Getriebe-Bauteile müssen in großen Stückzahlen mit engen Maß- und Formtoleranzen sowie hochwertigen Oberflächen gefertigt werden.
Im Getriebebau wachsen die Anforderungen kontinuierlich: Moderne Getriebe werden kompakter, haben mehr Schaltstufen und damit mehr Verzahnungskomponenten. Das verlangt Maschinen, die präzise, taktzeitstabil und flexibel für unterschiedliche Bauteilgeometrien – von Zahnrädern über Kegelräder bis zu Wellen – ausgelegt sind. Gleichzeitig sind automatisierte Prozessketten gefragt, die Personalkosten senken und Durchlaufzeiten verkürzen.
Die Prozesskette besteht klassischerweise aus vier Schritten: Drehen des Rohlings, Schruppen der Verzahnung, Härten und Hartfeinbearbeitung.
Im ersten Schritt werden die Zahnradrohteile auf Vertikaldrehmaschinen bearbeitet. Anschließend erfolgt das Wälzfräsen. Nach dem Einsatzhärten folgt die Hartfeinbearbeitung: Je nach Qualitätsanforderung entweder durch Schälwälzfräsen (bis DIN 6) oder durch Wälzschleifen für höchste Laufruhe, wie sie besonders in der Elektromobilität gefordert wird.
Die Kombination aus Hartdrehen und Schleifen in einer Aufspannung bietet die größten Einsparpotenziale bei der Hartbearbeitung.
Für Kettenräder und ähnliche Futterteile bis 100 mm Durchmesser ist die VL 100 GT prädestiniert: Sie vereint CBN-Innenschleifen und Hartdrehen in einem Arbeitsraum. Die VL 200 GT deckt CVT-Riemenscheiben ab und nutzt eine zusätzliche Außenschleifspindel, um alle Oberflächen in einer Aufspannung fertigzustellen. Das spart Umrüstzeit, reduziert Schleifscheibenverschleiß und senkt die Stückkosten.
Gebaute Getriebewellen aus Hohlwellen und gefügten Zahnrädern bieten die beste Kombination aus Kompaktheit, Leichtbau und Belastbarkeit.
Beim thermischen Fügen auf EMAG Fügemaschinen werden die Einzelkomponenten hochpräzise zusammengesetzt. Zahnräder können beispielsweise direkt bis an die Schultern angelegt werden, wodurch sich der benötigte Bauraum verringert. Für das Laserschweißen von Getriebewellen-Baugruppen, wie beispielsweise Zahnrad und Synchronrad, steht ein breites Lasermaschinenportfolio bereit. Festkörperlaser, integrierte Ultraschallprüfung und automatisierte Beladung sichern kurze Taktzeiten und eine gleichbleibend hohe Qualität in der Serienproduktion.
Je nach Bauteil und Anwendung werden Verzahnungsqualitäten von DIN 7 bis DIN 5 gefordert – bei EV-Antrieben auch höher.
Lenkritzel werden in DIN 7-8 (Weichfräsen) und DIN 7 (Schälwälzfräsen) gefertigt. Planetenräder für Automatikgetriebe erreichen mit Schälwälzfräsen DIN 6; für Elektromobilitätsanwendungen mit höheren Laufruhe-Anforderungen wird Wälzschleifen auf DIN 5 oder besser eingesetzt.
Die Hauptabnehmer sind die Automobilindustrie, Nutzfahrzeugbranche, Landmaschinentechnik sowie zunehmend die Elektromobilität.
Kegelräder und Ausgleichskegelräder sind Massenteile im PKW-Differenzial, Planetenräder kommen in Automatikgetrieben, Verteilergetrieben und Allradantrieben zum Einsatz. CVT-Riemenscheiben werden verstärkt in Hybridantrieben verbaut. Lenkritzel und Schnecken sind Standard in elektromechanischen Servolenkungen. Lange Antriebswellen finden sich in LKW, landwirtschaftlichen Geräten und militärischen Fahrzeugen – ein breites Spektrum, das EMAG mit einem einheitlichen Maschinenbaukasten abdeckt.
Werkstücke
![[Translate to Deutsch (1):]](https://cdn.emag.com/fileadmin/_processed_/f/8/csm_bevel-gear_preview_a52ff03618.jpg "[Translate to Deutsch (1):]")
Kegelrad
Für die Dreh- und Bohrbearbeitung von Kegelrädern ist die VL 1 TWIN von EMAG hervorragend geeignet: Die Vertikaldrehmaschine hat zwei Pick-up-Spindeln, mit denen eine parallele Bearbeitung von zwei…

CVT-Riemenscheibe
Durch die Verfahrenskombination Hartdrehen und Schleifen können CVT-Pulley-Scheiben (CVT-Riemenscheiben) mit der VLC 200 GT in einer Aufspannung bearbeitet werden.

Ausgleichskegelrad
Die Präzisionsfertigung von Ausgleichskegelrädern stellt hohe Anforderungen an die CNC-Drehmaschinen und die Automation des Fertigungssystems. Das Ausgleichskegelrad wird in zwei getrennten…
Zahnrad
Zur Bearbeitung von Zahnrädern kommen Maschinen der VL-Plattform zum Einsatz. Vier zentrale Operationen laufen hintereinander ab: Das Drehen der ersten Seite des Zahnrads (OP 10) und das Drehen der…

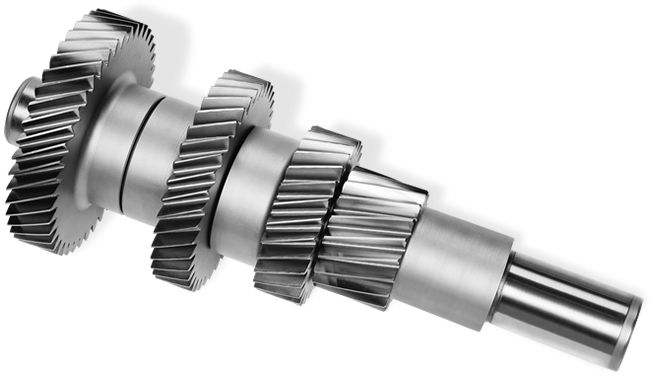
Zahnradwelle
Getriebewelle (Fügen)
In der Powertrain-Produktion kommt es auf Flexibilität und Effektivität an: Unterschiedliche Getriebewellen mit komplexer Geometrie und variierenden Stückzahlen müssen effizient produziert werden.

Getriebewelle (Laserschweißen)
Laserschweißen ist die Schlüsseltechnologie für die Herstellung gewichtsoptimierter Fahrzeugbauteile. Das Laserschweißen sorgt dabei nicht nur für höchste Bauteilqualität, sondern trägt zur…

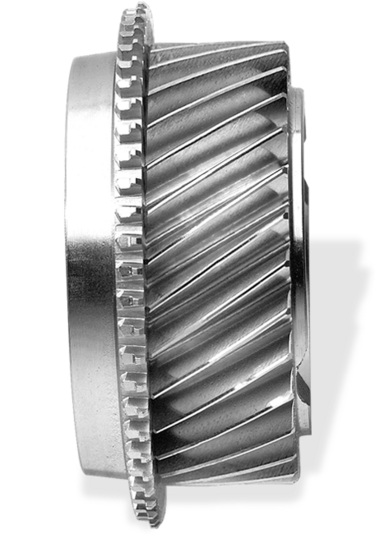
Zahnrad mit Synchronrad
Der erste Blick auf ein typisches Getrieberad macht die Bearbeitungsherausforderung deutlich...

Zahnrad fräsen
Die Zahl der Gänge im Pkw-Getriebe nimmt zu – im Automatik-Bereich arbeiten die Ingenieure bereits an 10-Gang-Schaltungen. Auf diese Weise fährt das Auto länger im optimalen Drehzahlbereich und ist…

Lange Antriebswellen
Lange Antriebswellen sind zentrale Elemente des Antriebsstrangs von militärischen Rad- und Kettenfahrzeugen. Sie übertragen hohe Drehmomente über große Abstände, verbinden Getriebe, Zwischenlager und…

Planetenrad

Kettenrad
Die Kombination von verschiedenen Zerspanungsprozessen in einer Maschine und in einer Aufspannung bietet im Hinblick auf die Bearbeitungszeit enorme Einsparpotenziale. Bei der Bearbeitung von…
Kettenrad (Fertigungssystem)
Mit den vertikalen Pick-up-Drehmaschinen der VL-Baureihe und der vertikalen Wälzfräsmaschine VL 4 H bietet EMAG die idealen Fertigungssysteme für die Komplettbearbeitung von Kettenrädern. Ergänzt…

Lenkritzel
Servolenkungen gehören heute zur Standardausstattung in jedem Auto. Daher werden auch die Lenkritzel, welche die Bewegungen des Lenkrads auf das Lenkgetriebe übertragen, in sehr großen Stückzahlen…
![[Translate to Deutsch (1):]](https://cdn.emag.com/fileadmin/_processed_/2/8/csm_worm-gear_preview_96577a9fd4.png "[Translate to Deutsch (1):]")
Schnecke
Elektromechanische Servolenkungen, auch EPS-Lenksysteme (Electric Power Steering) genannt, sind heute quasi Standard bei vielen Fahrzeugen weltweit. Wie lassen sich die dazugehörigen Bauteile wie…
![[Translate to Deutsch (1):]](https://cdn.emag.com/fileadmin/_processed_/f/8/csm_bevel-gear_preview_86f55db6d5.jpg "[Translate to Deutsch (1):]")









![[Translate to Deutsch (1):]](https://cdn.emag.com/fileadmin/_processed_/2/8/csm_worm-gear_preview_f5721a7a14.png "[Translate to Deutsch (1):]")


