Planetengetriebe – Fertigung von Planetenrädern für humanoide Roboter
Aktuatoren sind die fundamentalen Bewegungselemente in humanoiden Robotern – vergleichbar mit Muskeln und Gelenken im biologischen Organismus. Sie ermöglichen präzise, menschenähnliche Bewegungsabläufe durch die Umwandlung elektrischer Energie in mechanische Bewegung. Bei den rotatorischen Aktuatoren nimmt das Planetengetriebe eine zentrale Rolle als Übersetzungselement ein. Die Qualität und Präzision dieser Komponenten bestimmt unmittelbar die erreichbare Geschwindigkeit, Kraftübertragung, Positioniergenauigkeit und Energieeffizienz des gesamten Robotersystems.
Die Bedeutung von Planetengetrieben in der humanoiden Robotik
Aktuelle humanoide Roboter benötigen mindestens 14 Rotationsaktuatoren, die auf die wesentlichen Gelenke verteilt sind: drei Einheiten in jeder Schulterpartie für die komplexen Armbewegungen, je eine Einheit an den Ellbogengelenken, zwei Einheiten in der Hüftregion für Rotation und seitliche Neigung sowie weitere Einheiten an den Kniegelenken der Beine. Mit zunehmender Entwicklung hin zu feinmotorischen Fähigkeiten der Hände und komplexeren Fußgelenken steigt diese Zahl kontinuierlich an.

Technische Charakteristika: Planentengetriebe
Das Funktionsprinzip des Planetengetriebes basiert auf der Rotation mehrerer Planetenräder um ein zentrales Sonnenrad, wobei diese gleichzeitig mit einem äußeren Hohlrad (Zahnkranz) im Eingriff stehen. Diese Anordnung ermöglicht eine kompakte Bauweise bei gleichzeitig hervorragender Lastverteilung über mehrere simultan im Eingriff befindliche Zahnflanken. Daraus resultiert ein hohes Drehmoment-zu-Baugröße-Verhältnis und prädestiniert das Planentengetriebe für Anwendungen mit beschränkt verfügbarem Bauraum. Die symmetrische Anordnung gewährleistet zudem eine inhärente Auswuchtung, die Vibrationen minimiert und einen gleichmäßigen Lauf über den gesamten Drehzahlbereich sicherstellt.

Während Planentengetriebe kompakte Abmessungen und eine hohe Belastbarkeit bieten, bleibt ihre einstufige Übersetzung im Vergleich zu Wellgetrieben oder Zykloidgetrieben begrenzt. Um hohe Gesamtübersetzungen – beispielsweise 100:1 – zu erreichen, sind mehrstufige Konfigurationen erforderlich, die zusätzliche Komplexität hinsichtlich Übertragungsgenauigkeit und Positionierpräzision mit sich bringen. So sind Planetengetriebe optimal für Anwendungen, die moderate Übersetzungsverhältnisse bei hoher Tragfähigkeit erfordern, einschließlich größerer Gelenkaktuatoren und Anwendungen, bei denen die Belastbarkeit von Wellgetrieben nicht ausreicht.
Die Greiferhände humanoider Roboter stellen einen besonders interessanten Anwendungsfall dar. Diese kompakten Mechanismen nutzen häufig miniaturisierte Planentengetriebe in Kombination mit Hohlwellenmotoren, oder Kugelgewindetrieben, um die für Manipulationsaufgaben erforderliche Feinmotorik zu erreichen.

Weichbearbeitung vor der Wärmebehandlung
- Weichdrehen (VL 2): Bei der Drehbearbeitung des Rohlings werden die primären Bezugsflächen (Bohrung und Planseiten) sowie die Geometrie hergestellt.
- Vorverzahnen (K 160): Wälzfräsen der Verzahnung in Qualitätsklasse 7 nach DIN 3960/-62 oder ISO 1328
- Einsatzhärten: Die Aufkohlungswärmebehandlung erreicht eine Oberflächenhärte von HRC 60 ± 2 und gewährleistet damit die für lange Standzeiten essenzielle Verschleißbeständigkeit.
Hartbearbeitung nach der Wärmebehandlung
- Innenschleifen (UG/VLC GT): Die Hartbearbeitung der Bohrung und der Planflächen erzeugt die kritischen Referenzflächen für die nachfolgende
- Schälwälzfräsen: Das Schälwälzfräsen nach der Wärmebehandlung erzielt die finale Zahngeometrie mit Toleranzen, die der DIN-Qualitätsklasse 6 entsprechen oder diese übertreffen.
Alternative Hartfeinbearbeitung der Verzahnung
Neben dem Schälwälzfräsen stehen für die Hartfeinbearbeitung der Verzahnung zwei Schleifverfahren zur Verfügung:
- Wälz- oder Profilschleifen – hohe Produktivität bei engen Toleranzen
Für das hochproduktive Schleifen von Planetenrädern bietet sich das Wälzschleifen an. Damit lassen sich Verzahnungsqualitäten von DIN-Klasse 5–6 bei sehr guten Oberflächentoleranzen erreichen. EMAG stellt hierfür die G 160 bereit. Alternativ kann auf der G 250 HS mit Hochgeschwindigkeitsschleifkopf sowohl das Wälz- als auch das Profilschleifen eingesetzt werden. Die Ausstattung mit sehr kleinen Profilschleifscheiben ermöglicht dabei auch die Bearbeitung von Sonnenwellen mit begrenztem Auslauf. - Profilschleifen – Maximale Flexibilität auf einer Maschine
Bei sehr kleinen Bauteilen und hoher Bauteilvielfalt bietet das Profilschleifen einen entscheidenden Vorteil: Planetenräder, Sonnenwellen und Innenverzahnungen lassen sich auf einer einzigen Maschine fertigen. Die horizontale Profilschleifmaschine G 375 H ist genau für diesen Einsatz ausgelegt. Sie arbeitet mit sehr kleinen Schleifscheiben und kann mit optionalem Innenschleifarm auch Innenverzahnungen bearbeiten. Durch extrem kurze Rüstzeiten eignet sie sich nicht nur für die Serienproduktion, sondern auch für Entwicklungsprojekte und Kleinserien mit wechselnden Bauteilgeometrien.
Alternativer Fertigungsprozess: Schleifen aus dem Vollen
Verzahnte Bauteile mit kleinen Modulen lassen sich durch einen alternativen Fertigungsprozess besonders kostengünstig herstellen. Dabei wird die Verzahnung nach dem Härten direkt aus dem vollen Material geschliffen. Das Vorverzahnen entfällt vollständig, da die Einhärtetiefe bei kleinen Modulen ausreicht, um die gesamte Zahngeometrie abzudecken. Die Prozesskette verkürzt sich damit auf:

Erreichen der Qualitätsklasse 4 vor dem Härten
Während Verzahnungsqualität der Klasse 5 die Einstiegsschwelle der Branche darstellt, fordern aufkommende Anwendungen in der humanoiden Robotik zunehmend Qualitätsklasse 4 vor dem Härteprozess. Da das Härten die Verzahnungsqualität typischerweise um ein bis zwei Klassen verschlechtert, ist diese Vorgabe entscheidend, um nach der Wärmebehandlung eine zuverlässige Klasse 5 oder besser am fertigen Bauteil sicherzustellen.
Die Erfüllung der Qualitäts- und Produktivitätsanforderungen bei der Fertigung von Aktuatoren für humanoide Roboter erfordert spezialisierte Werkzeugmaschinenlösungen, die den besonderen Herausforderungen der Miniatur-Präzisionsverzahnung gerecht werden. Die Integration von automatisierter Werkstückhandhabung, prozessbegleitender Messung und fortschrittlicher Maschinensteuerung schafft Produktionssysteme, die in der Lage sind, die geforderten Toleranzen auch in der Großserienfertigung konstant einzuhalten.


Maschinenplattform: K 160
Das Verzahnungszentrum K 160 adressiert die spezifischen Anforderungen der Kleinmodulverzahnung. Das Maschinenbett aus Mineralguss bietet eine außergewöhnliche thermische Stabilität und erhält die geometrische Genauigkeit trotz Umgebungstemperaturschwankungen und Wärmeentwicklung während der Zerspanung. Die offene Maschinenbauweise erleichtert die Werkstückbeladung und die Zugänglichkeit beim Rüsten, während die flüssigkeitsgekühlten Direktantriebe (an Haupt- und Werkzeugspindel) die für das Erreichen der Zieltoleranzen essenzielle Synchronisation zwischen Werkstück- und Werkzeugrotation liefert.
Mehr Informationen

Maschinenplattform: G 375 H – Horizontale Profilschleifmaschine
Die G 375 H ist eine horizontale Profilschleifmaschine, die Planetenräder, Sonnenwellen und – mit optionalem Innenschleifarm – auch Innenverzahnungen bearbeitet. Damit lassen sich alle verzahnten Komponenten eines kompakten Planetengetriebes auf einer einzigen Maschine schleifen. Dank der Möglichkeit, mit sehr kleinen Schleifscheiben zu arbeiten, eignet sich die G 375 H besonders für störkonturbehaftete Werkstücke, bei denen konventionelle Schleifmaschinen an ihre Grenzen stoßen. Die Verzahnung kann dabei sowohl an vorverzahnten Werkstücken als auch aus dem Vollen nach dem Härten eingebracht werden. Das Ergebnis: eine Maschinenplattform, die alle verzahnten Komponenten eines kompakten Planetengetriebes in hervorragender Qualität schleifen kann – und damit die flexibelste Lösung für diesen Anwendungsbereich.
Mehr InformationenTechnologien

Technologien
Bei der Zahnflankenbearbeitung von Wellen und Rädern per Wälzschleifen bzw. Verzahnungsschleifen geht es um maßgenaue Ergebnisse im mµ-Bereich, denn…
Durch die Kombination mehrerer Verfahren, wie beispielsweise Hartdrehen und Schleifen, auf einer Maschine lassen sich erhebliche…
Flexibel, hochproduktiv, hochgenau – als kontinuierliches Verzahnungsverfahren ist das Wälzfräsen in vielen Branchen unverzichtbar, da sich so…
Das Profilschleifen von Zahnrädern und langen, schlanken verzahnten Bauteilen erfolgt diskontinuierlich, d.h. Zahnlücke für Zahnlücke wird…
Das Vertikaldrehen ist ein zerspanendes Fertigungsverfahren für Metalle. EMAG war einer der ersten Werkzeugmaschinenhersteller, der das Vertikaldrehen…
Werkstücke
Flexspline
Flexsplines, auch als flexible Wellenräder, Flextopf oder Kragenhülse bezeichnet, bilden das Herzstück von Wellgetrieben. Diese hochpräzisen Bauteile ermöglichen sehr hohe Untersetzungsverhältnisse in…

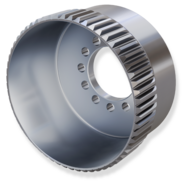
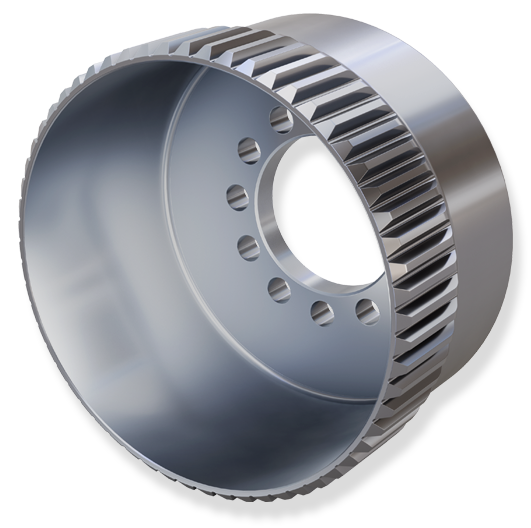
Planetenrad

Wave Generator
Der Wave Generator ist die Eingangs-Komponente im Wellengetriebe. Er besteht aus einem dünnwandigen Lageraufbau (Außenring elastisch, Innenring auf einer elliptischen Nocke/Kurve fixiert) und…